Sistemas de participación del personal
Los
sistemas de participación del personal (SPP) se definen como el conjunto de actividades
estructuradas de forma sistemática que permiten canalizar eficientemente todas
las iniciativas que puedan incrementar la competitividad de las empresas.
Estos
sistemas tienen como objetivo común la identificación de problemas o de
oportunidades de mejora para plantear e implantar acciones que permitan resolverlos,
de aquí que son pieza fundamental en el proceso de mejora continúa propugnado
por el Lean Manufacturing.

¿Cómo se aplica el Sistema de Participación del Personal?
Su
puesta en marcha no es sencilla ya que la implicación del personal es uno de
los temas más controvertidos en las empresas y su éxito suele ser escaso.
El problema radica en la poca importancia que
muchas veces se le ha otorgado al individuo dentro del sistema. La implicación
personal se consigue con trato directo y el establecimiento de técnicas que se
ocupen particularmente del individuo.
Tipos de sistemas de participación de
persona
• Grupos
de mejora
ü
Equipos de mejora (equipos Kaizen).
ü
Grupos autónomos de producción (GAP)
• Los
programas de sugerencias están dirigidos a aprovechar todo el
potencial individual de los empleados mediante la canalización de sus
sugerencias.
El factor
humano en la implementación del Lean
La
dimensión humana del Lean parte de la premisa que las personas constituyen el
capital más importante de las empresas siendo, por tanto, un factor clave en el
éxito del sistema. La introducción de Lean Manufacturing supone un cambio en el
enfoque de la concepción del trabajo por parte de los trabajadores pues otorga
más responsabilidad a los niveles inferiores de la organización.
El equipo de proyecto Lean
Una apuesta firme por la
implantación Lean se refleja en la utilización intensiva de equipos de trabajo
para resolver problemas, En primer lugar, la implantación de un proyecto Lean
precisa de responsables de implantación, que en el argot se denominan líderes
Lean. La existencia de “auténticos líderes” cobra en este tipo de
implantaciones una significación clave. El líder Lean debe contar con equipos
reducidos de personas involucradas, formadas y motivadas, que asegurarán el
éxito de la implantación.
Planes de Formación
Cuando una empresa decide
implantar un sistema Lean debe apostar firmemente por la formación de sus
recursos humanos. Esta formación puede realizarse a través de los siguientes
pasos:
ü
Valoración del capital humano. Evaluación
de los niveles de conocimientos y habilidades actuales del equipo de trabajo.
ü
Determinación
de los conocimientos, habilidades y recursos requeridos perseguidos.
ü
Programación temporal y
de contenidos de la formación, fijando una agenda detallada de formación, tanto
a nivel individual como en grupo.
ü
Evaluación de la efectividad de la
formación.
¿Qué es Heijunka?
Heijunka es la técnica que sirve
para planificar y nivelar la demanda de clientes en volumen y variedad durante
un periodo de tiempo, normalmente un día o turno de trabajo. La gestión
práctica del Heijunka requiere un buen conocimiento de la demanda de clientes y
los efectos de esta demanda en los procesos y, a su vez, exige una estricta
atención a los principios de estandarización y estabilización. es la aplicación
extrema del tamaño unitario del lote lo que lleva a las empresas a intentar el
ajuste instantáneo de la demanda, soportando todas las variaciones de los
pedidos. A través de una producción continúa nivelada, suavizada y en pequeños
lotes, se logra producir con el mínimo nivel de despilfarro posible
Técnicas para el Heijunka
ü Usar
células de trabajo.
ü
Flujo continuo pieza a pieza.
ü
Producir respecto al Takt time (tiempo
de ritmo).
ü
Nivelar el mix y el volumen de
producción.
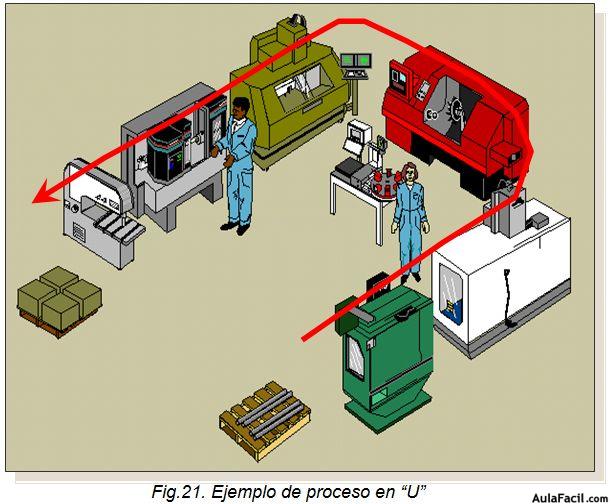
Usar células de trabajo
En este tipo de distribución las
estaciones de trabajo se sitúan una al lado de la otra siguiendo
las fases del proceso productivo y el producto avanza a medida que se hacen las
operaciones correspondientes. De esta forma se crea una secuencia eficiente que
permite un movimiento continuo y suave de las materias primas para elaborar
productos de principio a fin. El diseño que mejor cumple los requerimientos
básicos de la gestión Lean es la denominada “célula flexible” (o de trabajo),
que responde al concepto de flujo de actividades muy cercanas y que adopta la
forma física de “U”.
Requerimientos para añadir células
• Identificar
familias de productos, a menudo utilizando tecnología de grupos.
• Contar
con personal capacitado y flexible.
• Disponer de personal de apoyo o empleados
imaginativos y flexibles para establecer las células de trabajo iniciales.
• Diseñar
sistemas anterior en cada estación de la célula.
 Ventajas
Ventajas
ü
Mejor cumplimiento de los requisitos
establecidos por el cliente, en calidad y plazos.
ü
Reducción del inventario en proceso ya
que la célula de trabajo se establece para proporcionar un flujo equilibrado de
maquina a máquina.
ü
Reducción en el espacio de la planta ya que se
necesita de menos espacio entre las máquinas para el inventario en proceso.
ü
Menor inventario de materias primas y
productos terminados, porque con menos trabajo en proceso se agiliza el
movimiento de materiales.
ü
Mayor uso de equipo y maquinaria debido
a una mejor programación y el flujo más rápido.
Flujo continuo pieza a pieza
• El
concepto de flujo continuo se resume mediante una frase simple: “mover uno, producir uno” (o
“mover un pequeño lote, fabricar un pequeño lote”).
• También
se puede definir como trabajar de modo que el producto fluya de forma continua,
desde el proveedor al cliente, con el menor plazo de producción posible y con
una producción de despilfarro mínima.
Producir
respecto al Takt time (tiempo de ritmo)
• El takt,
“compás” en idioma alemán, se emplea para sincronizar el tiempo de producción
con el de ventas, convirtiéndose en un número de referencia que da una
sensación del ritmo al que hay que producir. Se calcula dividiendo el tiempo
disponible de producción por la demanda del cliente, todo ello en un periodo
dado. Así pues, el takt time se puede describir mediante la siguiente fórmula:
• Takt
time = (tiempo operativo por periodo en segundos.) / (Demanda cliente por
periodo en unidades).
Nivelar el mix y el volumen de
producción
• Los
grandes lotes hacen difícil el servir a clientes que desean algo diferente a la
serie que se está produciendo en el momento. Esto se traduce en requerimientos
de más stock de producto terminado y mayor periodo de maduración. El inventario
en curso de procesos aguas arriba también se incrementa y amplifica por la
necesidad de disponer de los conjuntos en grandes lotes. De la misma manera,
pequeñas fluctuaciones de las órdenes en el proceso regulador afectan y
distorsionan los requerimientos de capacidad aguas arriba.
• Una de
las formas más efectivas de evitar dicho efecto consiste en realizar un mixo
mezcla lo más nivelada posible en el proceso regulador. Nivelar el mix de
producción significa producir en pequeños lotes, incrementando el número de
cambios y manteniendo las variantes de componentes a disposición en la sección
de montaje.
¿QUE ES EL VSM
(valúe stream mapping ) El VSM (valúe stream mapping ) es una herramienta clave dentro de la metodología lean manufacturing y es un diagrama que se utiliza para visualizar, analizar y mejorar el flujo de los productos y de la información dentro de un proceso de producción, desde el inicio del proceso hasta la entrega al cliente. El VSM es especialmente útil para encontrar oportunidades de mejora, eliminando desperdicios en las actividades que no agreguen valor al producto en el proceso de producción.
(valúe stream mapping ) El VSM (valúe stream mapping ) es una herramienta clave dentro de la metodología lean manufacturing y es un diagrama que se utiliza para visualizar, analizar y mejorar el flujo de los productos y de la información dentro de un proceso de producción, desde el inicio del proceso hasta la entrega al cliente. El VSM es especialmente útil para encontrar oportunidades de mejora, eliminando desperdicios en las actividades que no agreguen valor al producto en el proceso de producción.

OBJETIVOS DEL VSM
- Plasmar en un
papel de una manera sencilla todas las actividades productivas para
identificar la cadena de valor.
- Detectar a nivel
global donde se producen los mayores desperdicios del proceso.
BENEFICIOS DEL VSM
·
Mayor
visualización del proceso.
·
La
vinculación del flujo de información y materiales es un esquema con un lenguaje
único.
·
La
obtención de un sistema estructurado para implantar mejoras y la visión de cómo
tendría que ser el sistema.
PASOS PARA APLICAR EL VSM
- Selección de un área
crítica productiva.
- Preparación del mapa del estado actual.
- Revisión
documentación existente.
- Identificación
procesos principales.
- Definir qué datos
hacen falta y deben recopilarse.
- Recoger la
información.
- Análisis del mapa del
estado actual.
- Mapa del estado
futuro.
- Cálculo del Tack
Time.
- Establecer tiempo
deseado.
- Implementación de
herramientas de mejora.
KANBAN
Kanban es una palabra japonesa que significa
algo así como “tarjetas visuales” (kan significa visual, y ban tarjeta). Esta
técnica se creó en Toyota, y se utiliza para controlar el avance del
trabajo, en el contexto de una línea de producción.

Kanban (看板) (letrero
o valla publicitaria en japonés), es un sistema de información que controla de
modo armónico la fabricación de los productos en la cantidad y tiempo necesarios en cada
uno de los procesos que tienen lugar tanto en el interior de la fábrica, como
entre distintas empresas.
TIPOS
DE KANBAN
Se
establecen principalmente dos tipos te tarjetas Kanban:
ü Kanban de producción: Contiene la orden de
producción.
ü Kanban de transporte: Utilizado cuando se traslada
un producto.
¿Cómo funciona el Kanban?
Es un sistema para controlar el flujo de material y
la producción de acuerdo con el principio "pull". ... Los sistemas
tradicionales Kanban utilizan principalmente Kanban tarjetas para transportar
información en un circuito con el fin de controlar el proceso de producción
visualmente.
No hay comentarios:
Publicar un comentario